






Ms. Jenny Wang
O que posso fazer por você?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Tipo de pagamento:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Quantidade de pedido mínimo:1 Set/Sets
transporte:Ocean,Air,Land,Express
porta:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Modelo: CT-11006
marca: Ceeto
Lugar De Origem: China
Método De Formação: Molde de injeção plástica
Material Do Produto: Plástico
Produtos: Produtos domésticos
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
Pacote: Caixa de madeira
produtividade: 500000shots/mold life
transporte: Ocean,Air,Land,Express
Lugar de origem: China
Apoio sobre: 10sets/month
Certificados : ISO
Código HS: 8480790090
porta: Ningbo,Shanghai,Shenzhen
Tipo de pagamento: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




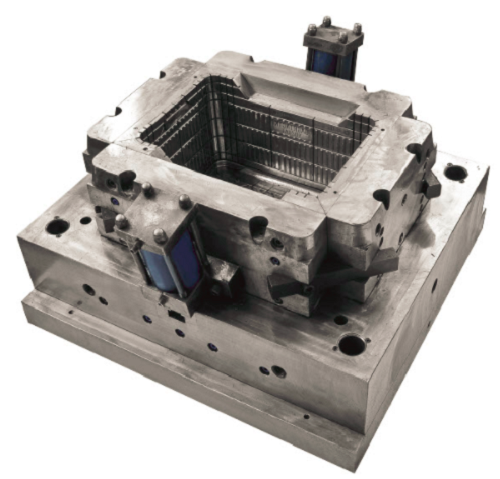
Crate Mold Points. A solução de problemas corretos deve adotar uma abordagem sistemática para a solução de problemas. Existem dois tipos de falhas: problemas que envolvem controle de qualidade e problemas encontrados ao iniciar a produção. Se um trabalho foi produzido com sucesso no passado, mas agora o produto não está de acordo com o padrão, há um problema envolvendo controle de qualidade. Esses problemas são o resultado de alterações em alguns fatores no processo. Para resolver esses problemas, você deve determinar o que mudou e devolver o processo a um estado apropriado. Problemas no início da produção ocorrem durante o comissionamento de um novo molde ou máquina.
A maioria dos problemas de controle de qualidade é causada por condições, materiais ou manutenção de máquinas e moldes.

Se a configuração do dado for baseada em peças de trabalho anteriormente bem -sucedidas, verifique as condições de configuração original. Se o molde for movido para outra máquina para uso, pequenos ajustes poderão ser necessários para a nova máquina. um ajuste de processo pode ser necessário.
Para resolver os problemas encontrados no início da produção, é necessário determinar a gama de materiais para garantir que um conjunto de condições possa produzir uma peça de trabalho qualificada.
As condições do processo são definidas pela primeira vez no ponto médio da faixa de processamento de material e, em seguida, o processo é ajustado para resolver quaisquer problemas observados. Se não for possível produzir um artefato de sucesso, determinar quais combinações de variáveis devem ser alteradas para resolver O problema. Essas alterações podem incluir seleção de material, seleção de máquinas e/ou redesenho de moldes.

Problemas técnicos quando começam a fazer produção para molde de caixa
Incompatibilidade de soldagem
Ventando ng
A ventilação está localizada no local de enchimento final e na extremidade frontal da junção derrete
Aumentar o tamanho da ventilação.
A temperatura de fusão é muito baixa
Levantar a temperatura de fusão e/ou morrer.
Aumentar a velocidade de injeção.
Falta de plástico e sinais de queima
Ar preso e escapamento ruim.
Melhore as aberturas e/ou transfira -as para áreas queimadas.
Falta de plástico, mas sem queima
O material não é suficiente
Aumente o volume de injeção, se possível. Se não, transfira para uma máquina maior.
Bloco de entrada de portão
Reduza a velocidade e a pressão traseira.
Abaixe a temperatura na parte de trás do barril.
A pressão de injeção não é suficiente
Aumentar a pressão da injeção
A viscosidade do material é muito alta.
Aumentar a velocidade de injeção.
Aumente a temperatura de processamento.
Use compósitos de baixa viscosidade.
Aumentar os tamanhos do portão e do corredor.
Molde de caixa de transbordamento
Sobre alta pressão de injeção
Reduz a pressão e o tempo de injeção.
O material é demais
Reduza o volume de injeção.
A viscosidade do material é muito baixa
Reduzir a velocidade de injeção.
Reduzir a temperatura de processamento.
Molde solto
Processar ou moer superfícies de despedida.
Força de aperto insuficiente
Use compósitos de alta viscosidade.
Aumente a tonelagem de fixação.
Reduza a espessura da ventilação.
Transferir para uma máquina maior.
Poro ou colapso
Os poros aparecem na peça de trabalho. O colapso é destacado da parede do molde
Pressão de enchimento insuficiente durante a solidificação.
Aumente a pressão de enchimento e estenda o tempo.
Aumente o tamanho do portão.
Transfira o portão para a parte mais espessa.
Aumente o tamanho do corredor.
O encolhimento do material e os materiais de fusão estão em falta
Reduza a espessura da parede
Bolhas de ar
A superfície da peça de trabalho protagoniza em bolhas.

Armadilha de ar
Alterar a posição do portão ou modificar o caminho de fluxo.
Um alfinete é organizado por parte para eliminar o fenômeno do ar preso.
O fluxo rastrear e recheio reverso
Encha de fino a grosso.
Transferir a posição do portão para uma parte mais espessa.
O traço do fluxo
sombra
A superfície é irregular.
Ondulações radiais.
O traço do fluxo
vincando
Esta área não está preenchida uniformemente.
Altere a posição do portão para equalizar a fusão ou reduzir o diâmetro do corredor.
Padrão de fluxo em espiral
Alta viscosidade de fusão.
Aumente a temperatura de processamento.
Aumentar a velocidade de injeção.
Reduza o tamanho do portão.
Tipo de alteração do portão.
Alterar a posição do portão para produzir impacto.
Urdidura.
Contração anisotrópica.
Alterar a posição do portão faz com que o derretimento flua em apenas uma direção.
Alta tensão de moldagem residual
Aumente a temperatura de processamento.
Reduzir a pressão de embalagem.
Elevar a temperatura do molde.
Defeitos de superfície
Pontos de brilho irregulares
Os compósitos de alto peso molecular são processados em moldes altamente polidos.
Use o material compósito de peso molecular inferior.
A cavidade do molde é alterada para uma superfície texturizada (usinagem eletrônica de descarga, jateamento de areia, etc.).
Defeitos de superfície
Marcas de prata ou radial
O material está contaminado.
Verifique a umidade (condensação) ou material seco.
Verifique os materiais reciclados quanto a contaminantes ou umidade.
Reduzir a velocidade de injeção.
Coeficiente de cisalhamento alto.
Aumente a temperatura de processamento.
Aumente o tamanho do portão.
Marca de stripper
muito macio durante o Demoulding.
Estender o tempo de fechamento do dado.
Reduza a temperatura do molde.
Reduzir a temperatura de processamento.
Mudar para uma superfície de molde texturizada para facilitar a demissão.
Aumente o tamanho da haste de stripper.
Aumente a inclinação do desenho da peça de trabalho.
Reduza a espessura da parede.
Use materiais compostos contendo agentes de liberação de molde.
Use compósitos mais difíceis.
Cheiro de queima
Amarelecimento da peça
Degradação do material.
Substitua a máquina e veja se o problema ocorre novamente.
Reduza a temperatura do processamento. (Especialmente na parte traseira do barril).
Reduza a taxa de mistura de materiais reciclados.
Encurte a sua estadia.
Substitua a máquina após o estacionamento.
Mude para uma máquina menor.
Reduza a temperatura do sistema de corredor quente.
Minimize o ângulo morto do coletor de corredor quente.
A peça de trabalho está presa ao lado de meio dado ou dado fixo
Falta de força de liberação.
Sandblast Meio Die.
Polido b meio morre.
Use um refrigerador meio morto.
Defina o pino de travamento no modo B meio.
Aumente o ângulo de trabalho da peça em meio dado.
Durante Demoulding, a peça de trabalho é colada
Falta de força de liberação.
Estender o tempo de fechamento do dado.
Reduza a temperatura do molde.
Reduzir a temperatura de processamento.
Reduza o preenchimento e a pressão.
Sandlasting B semi - morre.
Aumente o tamanho da haste de stripper.
Aumente o número de barras de stripper.
Aumente a inclinação do desenho da peça de trabalho.
Defina a remoção de ar.
Cor desigual
Processo de dispersão ruim.
Aumente a pressão das costas e/ou a velocidade do parafuso.
Altere o transportador de colorido MasterBatch para o material com menor ponto de fusão.
Poluição.
Verifique se os materiais reciclados estão limpos.
Também fizemos a 1 cavidade, 2 e 4 cavidades moldes e 4 cavidades empilhando o molde. Molde de caixa, moldagem por caixas de plástico, moldes em caixas de plástico, molduras em caixas, fabricante de moldes em caixas chinesas.


Descrição detalhada de molde de paletes de plástico
Nosso serviço
Controle de qualidade
Palijas e equipamentos de medição de CMM devem ser usados para verificar as dimensões críticas dos moldes de injeção plástica, alguns pontos importantes devem ser verificados 3 ou 4 vezes e apresentar relatórios de dimensão, para todos os pontos "NG", vamos verificá -los novamente e saber como melhorar os moldes.


Esperamos ter sua pergunta se os moldes de paletes de plástico ou os produtos de paletes de plástico, enviaremos um preço razoável com moldes e produtos de alta qualidade. Bem -vindo a nos visitar em seu horário conveniente, estamos ansiosos para ouvir de você, muito obrigado.









